![]()
促進耐候性試験機・腐食促進試験機・精密光学測定機器(分光測色計/色差計/光沢計/ヘーズメーター等)の専門メーカー
![]()
![]()
![]()
![]()
![]()
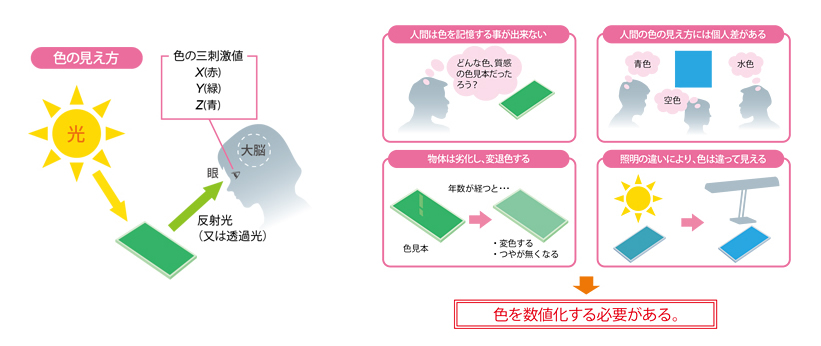
人間は、光が当たった物体からの反射光(又は透過光)を眼で受け、視神経を介して大脳で色感覚として感じとり、色として判断しています。
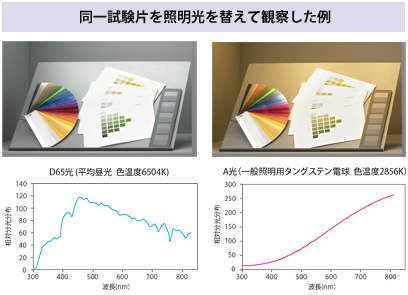
CIE*では、測色に用いる2つのイルミナント(標準の光)が決められています。1つはA光(一般照明タングステン電球)で、もう1つはD65光(平均昼光)です。 右の観察例では、D65光に比べA光は青系の色は暗く、赤系の色は鮮やかに見えます。この様に2つの光源で物体の色は大きく異なって見えます。
*CIE:International Commission on Illumination
(国際照明委員会)
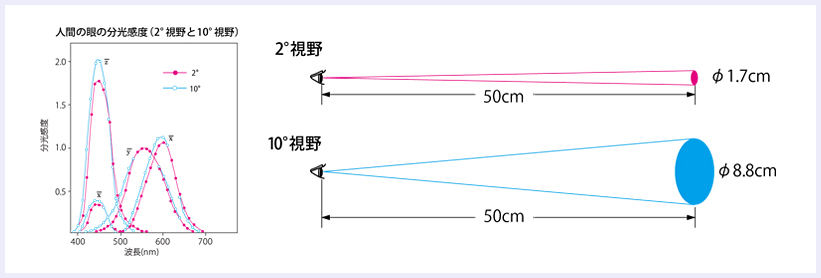
分光感度は人間の眼の構造からくる違いで、CIEでは2度視野と10度視野の2つが決められています。2度視野は約1~4度の視野、10度視野は4度を超える視野で、様々な規格や試験方法に応じて用いられます。
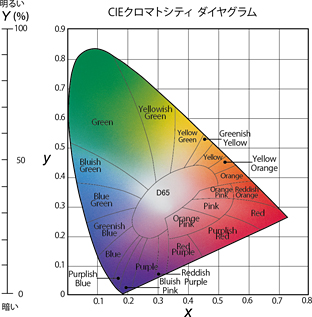
色の三刺激値X(赤)、Y(緑)、Z(青)をx、y、Y色度座標(CIE クロマトシティ ダイヤグラム)に変換し、色立体空間として表わす表色系であり、CIEで1931年に決められました。

上の計算式で求めたxとyからダイヤグラムの点で色度を示し、Yは明るさで、完全な黒(下限)が0、完全な白(上限)が100%スケールで表わされます。
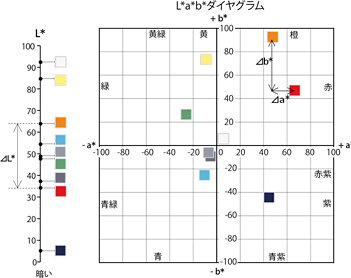
色の三刺激値X、Y、Zから、均等な三次元色空間に変換した表色系であり、CIEで1976年に推奨されました。この表色系における二点間の距離は色の差に相等します。
a*b*軸の直交座標と、これに垂直方向に明度を示すL*軸からなり、色の表示と色差測定に用います。
L*=116(Y/Yn)1/3-16
a*=500〔(X/Xn)1/3-(Y/Yn)1/3〕
b*=200〔(Y/Yn)1/3-(Z/Zn)1/3〕
(Xn,Yn, Zn:各光源視野の完全拡散反射体の三刺激値)
色差式
⊿E*ab=〔(⊿L*)2+(⊿a*)2+ (⊿b*)2〕1/2
(右図中、赤と橙の色の差を図示)
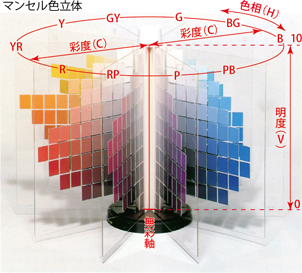
マンセル考案の色票集を基にした表色系であり、色相(H)、明度(V)、彩度(C)の記号で表わされます。
色票で配列すると、無彩色を中心軸として立体的に表示されます。
色相は赤(R)、黄(Y)、緑(G)、青(B)、紫(P)の順で環状に、明度は無彩色の軸の高さで完全な白は10、完全な黒は0で示され、彩度は無彩軸を中心に放射線状に彩度の低い順に示されます。
表し方:H V/C = 色相 明度/彩度
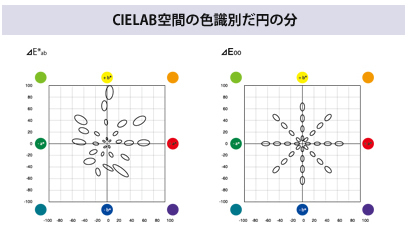
色差式⊿E00は、CIEが2001年に推奨、CIE No.15:2004で採用されました。色差知覚と相関性が得られるように従来の色差式⊿E*abから改善されています。
右図に各色差式の色識別だ円(色を見たとき同じ色だと識別する領域)を模式的に表わしました。
⊿E*abは、色の彩度(グラフの原点が無彩色で離れるほど彩度が高くなる)や色相(赤や緑、青等の視感覚の属性)により色識別だ円が均等になっていません。
⊿E00は、CIELAB空間で低彩度領域の補正、明度と彩度の重み付け係数の採用、青領域の色差補正を行い、より色差知覚と相関性が得られるようになっています。
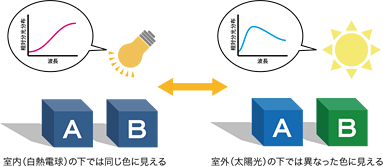
人間は、光が当たった物体からの反射光(又は透過光)を眼で受け、色として判断しています。つまり、人間の眼が受ける光は光源の分光放射量と物体の分光反射率を掛け合わせたものということになります。そのため、光源の分光放射量が少ない波長範囲で物体の分光反射率(又は分光透過率)に差がある場合、掛け合わせた光に差があまりなく、色の違う2つの物体が同じ色に見える現象が起きることがあります。
この様に、周囲の環境(照明条件)が変化した場合、ある特定の光源下で二つの色が同じに見えることを条件等色(メタメリズム)と言います。条件等色は分光測色計を使用して評価することが可能です。
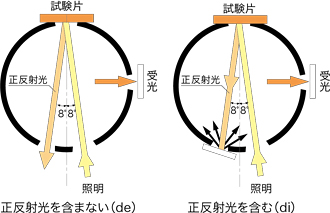
正反射光とは一般的にはつやと呼ばれます。同じ色を持った物体でも、表面の状態の違いによって色の見え方が異なります。積分球方式の測色計では、この正反射光を含む・含まないの測定ができ、正反射光の強さの違いによる色の違いを評価することが可能です。
正反射光を含まない(de)
正反射光を含まない測定が可能です。つやを含めずに測定するため、表面の状態によらない物体そのものが持つ色を測定することが可能です。
正反射光を含む(di)
正反射光を含めた測定が可能です。つやを含めて測定するため、物体の表面反射を考慮した色の測定をすることが可能です。
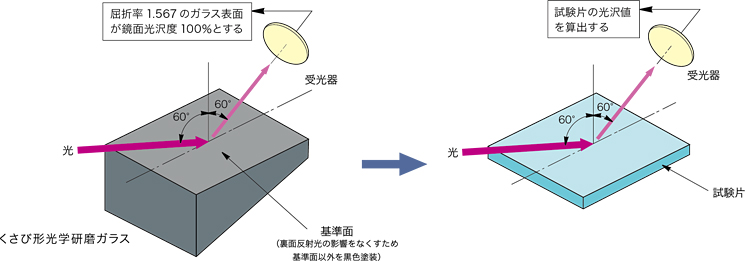
光沢(鏡面光沢度)は一般的につやと呼ばれ、物体表面の鏡面反射光の度合いを表わします。
つやがあるほど正反射光が強くなり、光沢値は高くなります。
| 測定方法の種類 | 方法1 | 方法2 | 方法3 | 方法4 | 方法5 |
|---|---|---|---|---|---|
| 方法名 | 85度鏡面光沢 | 75度鏡面光沢 | 60度鏡面光沢 | 45度鏡面光沢 | 20度鏡面光沢 |
| 記号 | Gs(85°) | Gs(75°) | Gs(60°) | Gs(45°) | Gs(20°) |
| 適用例 | 塗膜、アルミの陽極酸化皮膜、その他 | 紙、その他 | プラスチック、塗膜、ほうろう、アルミの陽極酸化皮膜、その他 | プラスチック、塗膜、ほうろう、アルミの陽極酸化皮膜、その他 | プラスチック、塗膜、ほうろう、アルミの陽極酸化皮膜、その他 |
| 適用範囲 | 方法3による光沢度が10以下の表面 | ― | ― | ― | 方法3による光沢度が70を超える表面 |
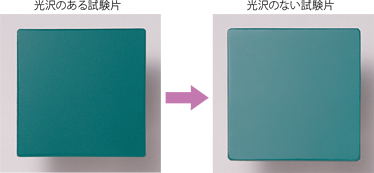
光沢の高低によって色は違って見えますが、測色計の光学条件によっては測色値があまり変わらない場合があります。
測色とともに光沢を測定する必要があります。
右の写真は光沢に違いがある2つ試験片です。
下表ではdi:8°の測定結果は⊿E*abが1以内ですが、目視では明らかに異なった色に見えます。 光沢の違いで同じ測色値でも大きく異なって見えることがわかります。
| 光沢のある試験片 | 光沢のない試験片 | 差 | ||||||
| X | Y | Z | X | Y | Z | ⊿E*ab | ⊿Gs(60°) | |
| di:8° | 10.83 | 13.82 | 15.86 | 10.73 | 13.82 | 15.66 | 0.86 | – |
| Gs(60°) | 44.4 | 6.6 | – | 37.8 | ||||
ヘーズは曇りの度合のことで、ガラス、プラスチックや液体などの透明さの程度を表わします。
完全な透明体はヘーズ値が0で、曇り具合が増えるに従ってヘーズ値は高くなります。
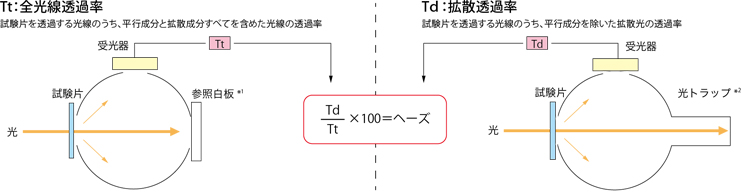
全光線透過率(Tt)と拡散透過率(Td)により、ヘーズ値は異なります。

| Haze | 4.14 |
|---|---|
| Tt | 91.49 |
| Td | 3.79 |

| Haze | 13.19 |
|---|---|
| Tt | 89.25 |
| Td | 11.77 |

| Haze | 18.71 |
|---|---|
| Tt | 90.01 |
| Td | 16.84 |
全光線透過率はヘーズ測定に欠かせない測定項目で、特に透明材料の重要な光学特性の一つです。
校正された分光光度計による全光透過率の値と同じ値を得るためには、ヘーズメーターに用いる受光器を目の感度に合わせる必要があります。
| サンプル |  |
 |
 |
 |
 |
 |
 |
 |
|---|---|---|---|---|---|---|---|---|
| 標準 | 2.2 | 4.3 | 12.1 | 14.7 | 37.2 | 47.3 | 60.4 | 88.6 |
| A | 2.6 | 4.6 | 12.4 | 13.8 | 36.6 | 47.9 | 60.4 | 88.8 |
| B | 0.6 | 10.0 | 15.4 | 6.8 | 25.0 | 56.5 | 56.3 | 80.6 |
基準:分光光度計で測定した値 A:当社のヘーズメーター B:目の感度(標準視感効率)に合致していないヘーズメーター
色ガラスフィルタを分光光度計で測定した分光透過率を元に計算した値と、Aの値(当社のヘーズメ-ター)が、同じ測定結果になります。正しく校正されたヘーズメーターは、試験片の色の影響を受けませんが、眼の感度に合致していないヘーズメーターの場合、異なる結果になる場合があります。
ヘーズや全光線透過率を測定する際に積分球の効率 (積分球の内面積に対する開口の割合)が重要になります。積分球の効率は、球の内面積、開口数及び開口部の覆い方などによって左右されます。積分球の大きさや、開口の大きさ等が違うと、積分球の効率が変化し、測定に誤差が生じ、理論値以上の透過率を示すことがあります。しかし、補償開口を設け、下図の様な測定をすることで積分球の効率の変化をキャンセルする事ができます。この為、装置間での測定値の差がなくなります。
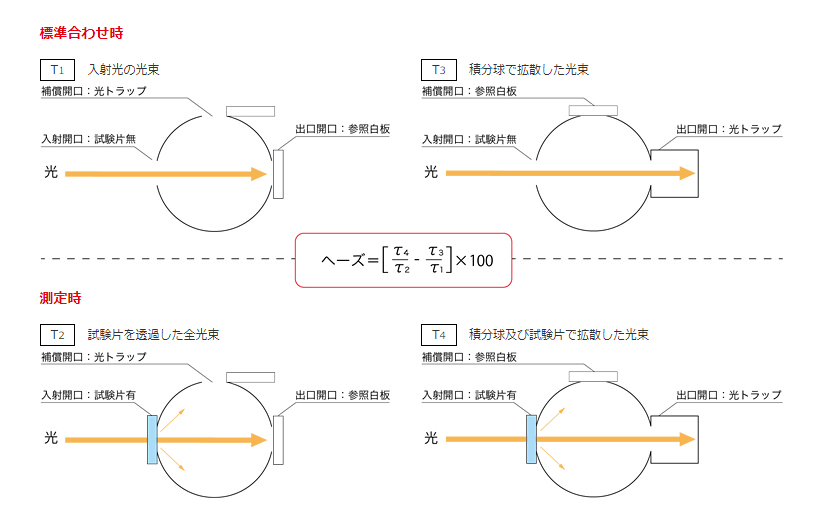
JIS K7136「プラスチック―透明材料のヘーズの求め方」は、上図のように補償開口が開閉するのに対し、従来の規格で廃止になったJIS K7105「プラスチックの光学的特性試験方法」は、補償開口が無く常に閉じた状態でした。このため、JIS K7105は積分球の効率を考慮していないため測定誤差が避けられませんでした。
これを改善するためヘーズの測定方式は、JIS K 7136へ変更されました。一般的にヘーズ値の違いは、JIS K 7136の備考で約9% JIS K 7105の方が低くなると説明されています。

校正標準板は、日常の装置の精度維持に用いる他、標準合わせにも用います。
標準合わせは、次の2通りで行う事が出来ます。1つは、試験片がない状態で0%・100%合わせをする方法で、もう1つは、校正標準板や基準試験片で標準合せをする方法です。後者の方法は、校正標準板と近いヘーズ値の試験片の測定や、基準試験片と比較測定する場合に有効です。
当社ではNRC*とのトレーサビリティある測定のために、全てのヘーズメーターに校正標準板を付属しています。
*NRC(National Research Council Canada カナダ国立研究機構)
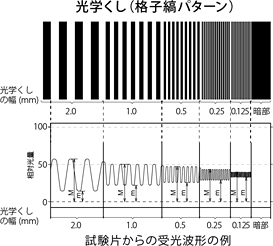
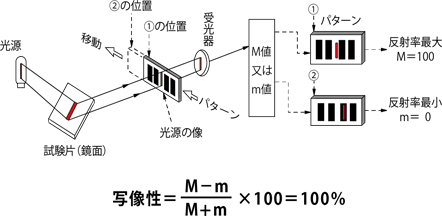
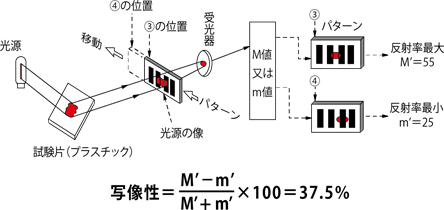
写像性(像鮮明度)は、塗膜・着色アルミ・プラスチック等の表面に写る物体の像や、透明フィルム・プラスチック等を透過して見える物体の像が、どの程度鮮明にゆがみなく見えるかの度合いのことです。鮮明であるほど写像性値は高くなります。
試験片のMとmを求め、下図の式によって写像性の値が決まります。
写像性測定器は内部演算し直接デジタル表示します。
見た目が違うフィルムでもヘーズ値が同じになる場合があり、写像性(透過)値が視感とよく合う事がわかります。これは、ヘーズと写像性を測定する方法が異なるためで、視感に合致した最適な測定方法で管理する必要があります。
Haze:ヘーズ
Tt:全光線透過率
Td:拡散透過率
C%:写像性値(くし幅2mm)

| Haze | 14.41 |
|---|---|
| Tt | 85.64 |
| Td | 12.34 |
| C% | 89.5 |

| Haze | 14.63 |
|---|---|
| Tt | 89.26 |
| Td | 13.06 |
| C% | 36.5 |
見た目が違う塗装板でも光沢値が同じになる場合があり、写像性(反射)値が視感とよく合う事がわかります。
これは、光沢と写像性を測定する方法が異なるためで、視感に合致した最適な測定方法で管理する必要があります。
 |
 |
 |
 |
||
| 塗装板(シルバー) | 塗装板(シルバー) | 塗装板(レッド) | 塗装板(レッド) | ||
| Gs(60°)% | 92.9 | 92.3 | 92.2 | 91.8 | |
| Gs(20°)% | 82.1 | 82.1 | 80.2 | 82.2 | |
| C% | 29.8 | 92.6 | 37.0 | 88.1 |
Gs(60°)%:60度鏡面光沢度値 Gs(20°)%:20度鏡面光沢度値 C%:写像性値(くし幅0.25mm)
上の写真は、表面状態を比較するために照明を塗装板上に映り込ませています。
